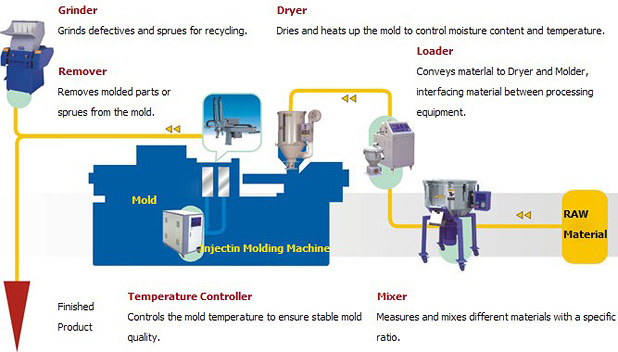
Plastic Molding Process
PRO provides FA system components for plastics processing, ranging from material handling to finishing process.
|
|
 |
Professional
Professional technician, professional equipment, professional design, professional technical, professional service achieved perfect quality.
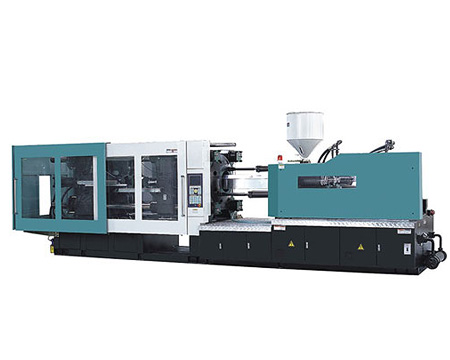
Longe common injection molding machine is used for making the cap,closure ,lid, handler ,cup,plate, container box, spoon ,fork, plastic plate, basket, crate,bucket ,stool, stoon ,chair ,table cover ,thin wal product ect, it has the injection molding machine form 50ton to 1200ton. It can make the plastic product with the material of PE,PP,PC.PS.ABS.PVC.ECT.
Robot is used for take the preform from the mould ,it can be have water cooling system on the robot in order to reduce the cooling time , so the preform is cooled on the robot panel , the preform ater take out form the mould , it can put on the conveyor transport for bagging ,or it can connected with the pet bottle blwo molding machine for make the bottle it can be connect the injection molding machine with the pet bottle blwo moulding machine by the robot and conveyor to make whole line fully automatic , and the botlte or the jar which are made without any scratch avoid the preform or the bottle is destroy during the transportation
|
 |
 |
We are not only professional on injection molding machine, but also professional on injection mould manufacture.
|
| Injection Molding Machines Technical Parameter |
|
Description |
- |
LG/N980 |
LG/N1180 |
LG/N1500 |
LG/N1780 |
LG/N2180 |
LG/N2880 |
|
- |
- |
A |
B |
A |
B |
C |
A |
B |
C |
A |
B |
C |
A |
B |
C |
A |
B |
C |
|
Injection Unit |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
Screw Dlameter |
mm |
32 |
36 |
35 |
38 |
42 |
40 |
42 |
45 |
40 |
45 |
50 |
45 |
50 |
55 |
55 |
60 |
65 |
|
Screw L/D Ration |
L/D |
21.5 |
19.8 |
23.9 |
22 |
20.9 |
22.8 |
21.6 |
19.5 |
22.5 |
20 |
18.8 |
22.2 |
20 |
18.2 |
23.1 |
21 |
19.3 |
|
Injection Volume(Theoretical) |
cm3 |
101 |
123 |
154 |
181 |
221 |
238 |
262 |
313 |
273 |
340 |
470 |
406 |
580 |
640 |
712 |
847 |
994.9 |
|
Injection Weight(PS) |
g |
91.5 |
111 |
141 |
165 |
200 |
216 |
238 |
285 |
248 |
310 |
427 |
369 |
515 |
605 |
648 |
779.7 |
905 |
|
Injection Speed |
g/s |
70 |
82 |
80 |
95 |
105 |
90 |
105 |
135 |
108 |
128 |
158 |
120 |
148 |
179 |
210 |
240 |
270 |
|
Plasticizing Capacity |
g/d |
10 |
13 |
12 |
13 |
15.3 |
11 |
12 |
13.5 |
15.8 |
20 |
24.7 |
26.2 |
31.5 |
37 |
28.5 |
31.3 |
34.5 |
|
Injection Pressure |
Mpa |
188 |
148.5 |
219 |
186 |
167 |
195 |
159 |
140 |
202 |
159 |
140 |
216 |
180 |
160.8 |
205 |
168 |
143 |
|
Screw Speed |
r/min |
0-220 |
0-220 |
0-220 |
0-185 |
0-180 |
0-180 |
|
Clamping Unit |
- |
- |
- |
- |
- |
- |
- |
|
Clamp Tonnage |
KN |
980 |
1180 |
1500 |
1680 |
2380 |
2880 |
|
Open Stroke |
mm |
275 |
340 |
380 |
430 |
470 |
540 |
|
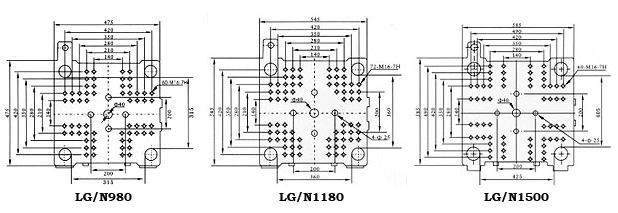
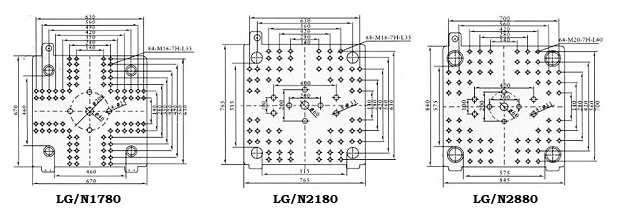
Space Between Tie Bars |
mm |
315x315 |
360x360 |
425x405 |
480x480 |
510x510 |
580x580 |
|
Max. Mold Thickness |
mm |
320 |
400 |
450 |
500 |
530 |
600 |
|
Min. Mold Thickness |
mm |
120 |
150 |
170 |
180 |
200 |
220 |
|
Ejector Stroke |
mm |
80 |
100 |
120 |
130 |
135 |
145 |
|
Ejector Force |
KN |
27 |
33 |
33 |
45 |
70 |
75 |
|
Number Of Ejector Pins |
N |
1 |
5 |
5 |
5 |
9 |
9 |
|
Others |
- |
- |
- |
- |
- |
- |
- |
|
Max. Pump Pressure |
Mpa |
16 |
16 |
16 |
16 |
16 |
16 |
|
Pump Motor Power |
KW |
9 |
11-13 |
13-15 |
15-18.5 |
18.5-22 |
22-30 |
|
Heater Powre |
KW |
5.3 |
6.5 |
7.2 |
7.5 |
11.65 |
15 |
|
Machine Dimensions(LxWxH) |
m |
3.5x1.2x1.6 |
4.2x1.25x1.8 |
4.5x1.2x1.7 |
5.1x1.4x1.9 |
5.4x1.5x2 |
6.0x1.6x2.1 |
|
Machine Weight(Approxunat) |
t |
2.7 |
3.3 |
3.7 |
5 |
6.5 |
8.1 |
|
Oil Tank Capacity |
L |
210 |
210 |
230 |
240 |
340 |
570 |
|
Shot Stroke |
mm |
180 |
250 |
290 |
310 |
330 |
420 |
|
Description |
- |
LG/N3680 |
LG/N4200 |
LG/N5800 |
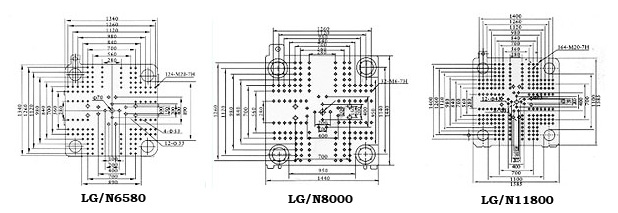
LG/N6580 |
LG/N8000 |
LG/N11800 |
|
-
|
- |
A |
B |
C |
A |
B |
C |
A |
B |
C |
A |
B |
C |
A |
B |
C |
A |
B |
C |
|
Injection Unit |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
Screw Dlameter |
mm |
60 |
65 |
70 |
70 |
75 |
80 |
75 |
82 |
88 |
80 |
90 |
100 |
85 |
95 |
105 |
100 |
110 |
120 |
|
Screw L/D Ration |
L/D |
22.6 |
21.2 |
19.4 |
22 |
20.5 |
19.25 |
22 |
20.1 |
18.8 |
24.7 |
22 |
19.8 |
23.2 |
21.9 |
19.7 |
24.2 |
22 |
20.2 |
|
Injection Volume(Theoretical) |
cm3 |
960 |
1128 |
1306 |
1286 |
1600 |
1750 |
1766 |
2570 |
2720 |
2036 |
3170 |
3230 |
2609 |
4230 |
4520 |
3729 |
6340 |
7210 |
|
Injection Weight(PS) |
g |
873 |
1026 |
1180 |
1170 |
1500 |
1650 |
1607 |
2450 |
2620 |
1853 |
3040 |
3180 |
2374 |
3960 |
4270 |
3393 |
6050 |
6570 |
|
Injection Speed |
g/s |
239 |
275 |
328 |
382 |
438 |
499 |
418 |
461 |
496 |
430 |
545 |
670 |
510 |
547 |
640 |
715 |
804 |
886 |
|
Plasticizing Capacity |
g/d |
31 |
37 |
42.3 |
38.6 |
42 |
47 |
52 |
60 |
65 |
56.5 |
73 |
87 |
67 |
72 |
81 |
91 |
102 |
115 |
|
Injection Pressure |
Mpa |
213 |
183 |
157 |
200 |
174 |
155 |
191 |
160 |
139 |
225 |
179 |
144 |
205 |
170 |
140 |
205 |
170 |
145 |
|
Screw Speed |
r/min |
0-180 |
0-160 |
0-160 |
0-120 |
0-120 |
0-105 |
|
Clamping Unit |
- |
- |
- |
- |
- |
- |
- |
|
Clamp Tonnage |
KN |
3680 |
4200 |
5880 |
6580 |
8000 |
10800 |
|
Open Stroke |
mm |
670 |
720 |
780 |
900 |
940 |
1150 |
|
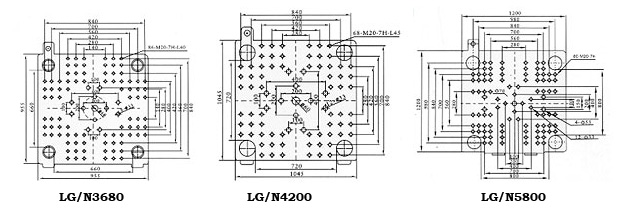
Space Between Tie Bars |
mm |
660x660 |
720x720 |
800x800 |
890x890 |
950x950 |
1100x1100 |
|
Max. Mold Thickness |
mm |
670 |
810 |
810 |
920 |
940 |
1250 |
|
Min. Mold Thickness |
mm |
240 |
280 |
320 |
360 |
380 |
450 |
|
Ejector Stroke |
mm |
160 |
170 |
210 |
260 |
280 |
320 |
|
Ejector Force |
KN |
62 |
110 |
150 |
175 |
200 |
200 |
|
Number Of Ejector Pins |
N |
13 |
13 |
13 |
17 |
17 |
21 |
|
Others |
- |
- |
- |
- |
- |
- |
- |
|
Max. Pump Pressure |
Mpa |
16 |
16 |
16 |
16 |
16 |
16 |
|
Pump Motor Power |
KW |
37 |
37 |
45 |
30+22 |
30+37 |
45+45 |
|
Heater Powre |
KW |
17.25 |
20 |
32.85 |
47 |
46.5 |
58 |
|
Machine Dimensions(LxWxH) |
m |
6.3x1.9x2.4 |
7x1.9x2.4 |
8.1x1.95x2.5 |
10x2.3x3.6 |
9.9x2.3x2.5 |
12.6x2.9x3..3 |
|
Machine Weight(Approxunat) |
t |
12 |
14.2 |
22 |
34 |
38.5 |
60 |
|
Oil Tank Capacity |
L |
620 |
950 |
1000 |
1405 |
1700 |
2300 |
|
Shot Stroke |
mm |
450 |
480 |
500 |
550 |
600 |
750 |
| All above data and specification are subject to change without inform. |
All above data and specification are subject to change without inform.
Theoretical shot volume = (barel cross section) x (screw stroke)
The injection shot weight should be 91% of the theoretical shot volume for polystyrene(ps)
| | |